
Wuxi স্মার্ট সিএনসি সরঞ্জাম গ্রুপ কোং, LTD
"গুণমান প্রথম, গ্রাহক প্রথম"
স্মার্ট সিএনসি কেবল প্রেস ব্রেক, লেজার মেশিন, শিয়ার, রোলিং মেশিনই উত্পাদন করে না, অন্যান্য সম্পূর্ণ শীট ধাতব মেশিন দ্রবণ সরবরাহ করে।
January 21, 2019
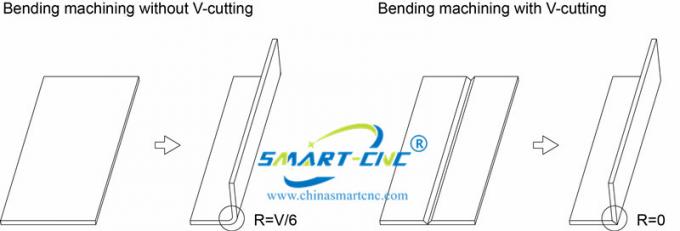
1. নমন করার আগে পাতলা ধাতু শীট ভী-grooving প্রক্রিয়াকরণ বৈশিষ্ট্য। নমুনা পরে workpiece এর বক্ররেখা প্রান্ত ছোট এবং কোন ব্যাসার্ধ আছে। নমন প্রক্রিয়াটি দেখায় যে নমনের পরে কর্মক্ষেত্রের প্রান্তের ব্যাসার্ধটি কর্মক্ষেত্রের বেধে আনুপাতিক, যা ধাতুর পাতায় পাতলা। নুড়ি তৈরি হওয়ার পরে, অবশিষ্ট শীট উপাদানটির পুরুত্ব মূল শীট উপাদানটির পুরুত্বের অর্ধেক বা এমনকি ছোট, যাতে নমনের পরে ওয়ার্কপিসের প্রান্তের ব্যাসার্ধটি আনুপাতিকভাবে হ্রাস করা হয়। তাছাড়া, ভি-আকৃতির খাঁজ ছোট হওয়ার পরে অবশিষ্ট শীট উপাদানটির পুরুত্বের কারণে, নমনের সময় বিকৃতির শক্তিটিও ছোট, এবং বিভাজন অবাঞ্ছিত এলাকাটিকে প্রভাবিত করে না, যাতে নিচু ধাতু শীট ওয়ার্কস্পেস কোন প্রতিবিম্ব আছে। এই হোটেল, রেস্টুরেন্ট, রেস্টুরেন্ট, বাণিজ্যিক ভবন, ব্যাংক, বিমানবন্দর এবং অন্যান্য জায়গায় উচ্চ শেষ প্রসাধন বিশেষ প্রয়োজনীয়তা পূরণ করবে।
2. শীট উপাদান নমন কমানো প্রয়োজন নমনীয় বল নমন প্রক্রিয়া থেকে পরিচিত হয়। শীট উপাদানগুলির নমনীয় শক্তি শীট উপাদানগুলির পুরুত্বের সমানুপাতিক এবং নিচু হওয়ার পূর্বে ধাতুর পাতের উপাদান V-shaped। খাঁজ পরে, অবশিষ্ট শীটের পুরুত্ব মূল শীট, বা ছোট পুরুত্বের প্রায় অর্ধেক, যাতে শীট নমনের জন্য প্রয়োজনীয় নমনীয় বাহুটি কমিয়ে আনা হয়, যাতে লম্বা শীট ছোট টনজ বোডিং মেশিনে থাকে । এটা বাঁক সম্ভব। এটি সরঞ্জাম বিনিয়োগ কমাতে এবং শক্তি সংরক্ষণ করতে পারেন।
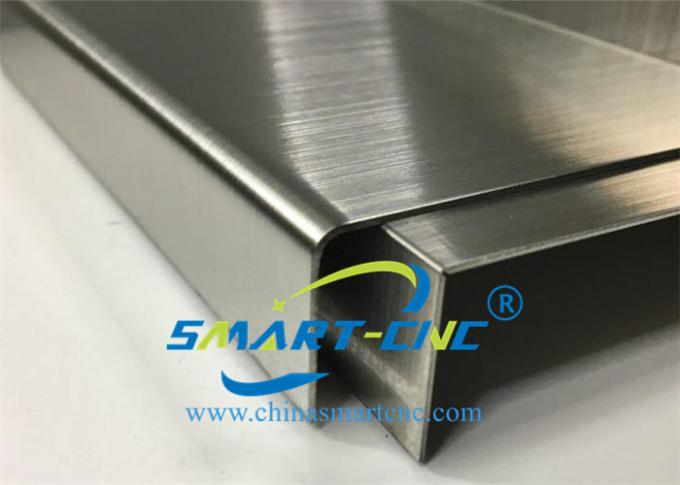
3. কিছু বিশেষ উপকরণ একটি সার্বজনীন ছাঁচ সঙ্গে একটি সাধারণ নমন মেশিনে আয়তক্ষেত্রাকার টিউব মধ্যে নিচু করা যেতে পারে। এই ধরনের উপাদান সাধারণ নমনীয় মেশিনে নিচু হতে পারে না, বা জটিল জটিল ছাঁচের বিশেষ নকশাটি কাজটি সম্পূর্ণ করার জন্য ব্যবহার করা হয়। তবে, পাতলা ধাতু শীট উপাদানগুলির ভি-গ্রুভের গভীরতা নিয়ন্ত্রণ করে সাধারণ সাধারণ মোড ব্যবহার করে সাধারণ নমনীয় যন্ত্রের বিশেষ ধরণের মোড়কে বাঁকানো সম্ভব। নির্দিষ্ট পদ্ধতি হল: শেষ নমন প্রক্রিয়াতে ভি-গ্রুভের অবশিষ্ট শীট উপাদানটির পুরুত্ব প্রায় 0.3 মিমি পর্যন্ত নিয়ন্ত্রিত, যাতে নমন প্রক্রিয়াটির রিবাউন্ড এঙ্গেলটি ছোট এবং আয়তক্ষেত্রাকার টিউবটি পুনর্বিবেচনার এবং বিকৃত হবে না। ঢালাই পরে।
4. বক্র করার আগে বাঁকা দিকটির দৈর্ঘ্য স্থাপন করা পাতলা ধাতু শীটের জন্য ভী আকৃতির পরিকল্পনার খাঁজকে বক্র করার পূর্বে বাঁকা দিকের দৈর্ঘ্যের প্রাক-অবস্থানের জন্য ব্যবহার করা যেতে পারে এবং তারপর নমুনা মেশিনের প্রাক-স্ক্রিবিড V । তারের নুড়ি ধরনের নিচু হয়, যাতে নিচু পাশের দৈর্ঘ্যের সঠিকতা নিশ্চিত করতে এবং সংখ্যাসূচক নিয়ন্ত্রণ নমুনা মেশিনের পিছনে উপাদান ফাংশন প্রতিস্থাপন করতে পারে। অবশ্যই, এটাই হল যে ভি-টাইপ প্ল্যানারের অবস্থান সঠিকতা অবশ্যই ± 0.05 মিমি পৌঁছাতে হবে।


